


Description
Secondary Cooling of Continuous Casting
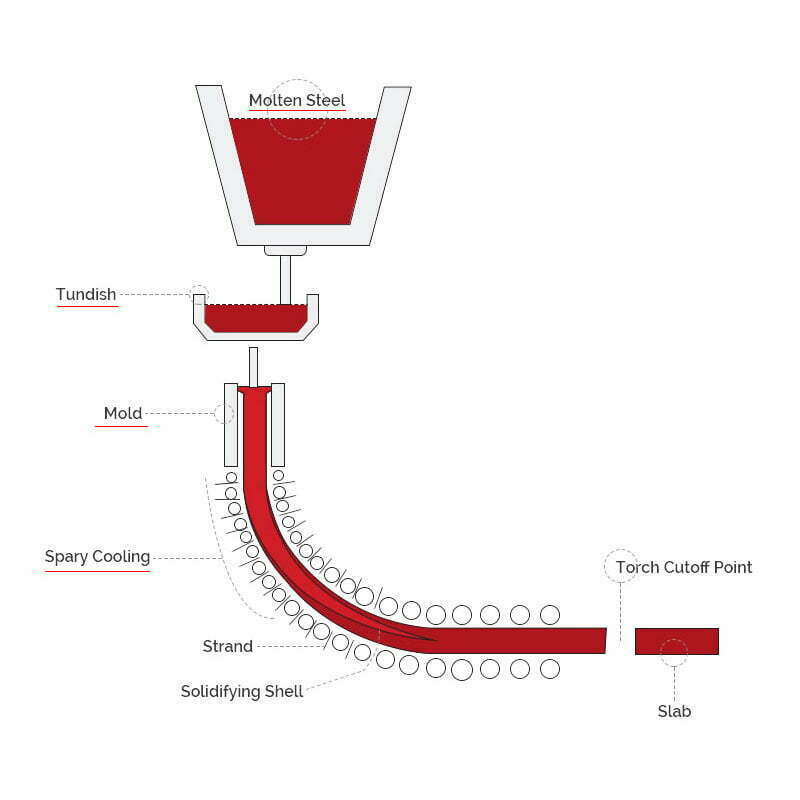
Secondary cooling of continuous casting refers to forced uniform cooling of the billet in the length range from the outlet of the crystallizer to the tension straightener during continuous casting steelmaking. This zone is called the secondary cooling zone. There is a water spray system and a series of roll clamping devices arranged in a straight line (vertical continuous casting machine) or in an arc (arc continuous casting machine).
In order to improve the operation rate of continuous casting machines and the quality of casting slabs, continuous casting technology is being continuously improved in various steel mills. The high operation rate of the casting machine and the high quality of the billet are closely related to the solidification process of the molten steel.
Secondary cooling in continuous casting is to continue to strengthen the cooling of the billet coming out of the crystallizer. Uniform cooling of the billet can be achieved by improving the secondary cooling system and optimizing secondary cooling water distribution.
Therefore, optimizing secondary cooling is an important measure of high-efficiency continuous casting technology, and high-efficiency continuous casting has become an important technology to promote structural optimization of the iron and steel industry.
At present, with the high output of continuous casting slabs, it is an urgent task for many steel mills to continuously improve the quality of casting slabs and improve the variety of structures.
Secondary Cooling of Continuous Casting Role and Requirements
The function of secondary cooling is to force and uniformly cool the surface of the billet so that the billet solidifies in a short time. The secondary cooling zone must ensure that the billet has no surface cracks, internal cracks, no central segregation, and minimum steel leakage during pouring.
To ensure the realization of the function of the secondary cooling zone, the specific requirements for the device are:
(1) the overall structure and the supporting guide components are rigid and strong;
(2) Simple and accurate arc alignment, easy installation, overhaul, and accident handling;
(3) The cooling system has sufficient cooling intensity and uniformity and can be adjusted properly.
Secondary Cooling of Continuous Casting Cooling Mode
Water spray cooling, air-water spray cooling, or dry cooling (without spraying water or spraying a small amount of water).
Water spray cooling water pressure is usually about 0.3-0.6MPa. Water is usually atomized into fine drops by spray nozzles and hit onto the billet at a high speed. The choice of cooling method depends on the casting billet section size, drawing speed, steel grade, straightening temperature, casting machine type, and whether or not hot-conveyed and direct rolling are required.
Nozzles are of pressure type and air-water type and made of copper.
The pressure nozzles are usually flat, spiral, conical, thin, and many other kinds. The air-water nozzle is an efficient cooling nozzle that atomizes water with compressed air to make the casting billet cooled more uniformly and save water.
As the billet pulled out from the outlet of the crystallizer enters the upper secondary cooling section, the internal part has not been completely solidified, the billet shell is thin, the thermal resistance is small, and the stress produced by the solidification shrinkage of the billet shell is small, so strong cooling can be applied.
With the increase in shell thickness and thermal resistance, the cooling intensity of the billet will be gradually reduced after it enters the lower secondary cooling section.
In order to avoid cracks caused by severe local cooling of the billet surface, uniform cooling of the billet surface in longitudinal and transverse directions is required in the secondary cooling zone. The cooling rate is less than 200 C/m and the temperature rise of the billet surface is less than 100 C/m.
In order to avoid the brittle temperature zone of the billet at 700-900 C, it is necessary to control the cooling of the billet to above 900 C for straightening. At the same time, the cooling strength must be determined by adapting the characteristics of different kinds of steel, such as steel with high crack sensitivity and weak cooling.
Parameter
Parameter of Secondary Cooling of Continuous Casting
|
Main Parameter of Secondary Cooling of Continuous Casting
|
|
|
Spray Form
|
Full water cooling, air mist cooling
|
|
Cooling Interval
|
Setting cooling section with independent control of three to five sections according to process requirements
|
|
Control Mode
|
Dynamic automatic water distribution according to speed and temperature
|
Program Design and Control
Firstly, an ideal cooling curve is proposed according to the process requirements, and the distribution of the heat transfer coefficient in each section of secondary cooling is determined by means of a heat transfer mathematical model. Then, the distribution of cooling water volume, length of secondary cooling zone, specific water volume, and total water volume in each section are calculated based on heat transfer coefficient and flow density.
Finally, the nozzle form, water pressure, and nozzle arrangement are selected. The control methods of secondary cooling water include instrument control and computer control.
The former is to control the secondary cooling water flow by instrument, which is suitable for lower-grade billet casters with a single size.
The latter is an automatic control method to change the secondary cooling water quantity according to the actual temperature of the secondary cooling billet.
The secondary cooling water quantity can be effectively regulated and controlled by a computer. Even if the operation is the unstable, relatively stable quality of the casting billet can be obtained, thus improving the productivity of the continuous casting machine.
The secondary cooling device is designed and calculated according to different steel grades and different pulling speed requirements. With a reasonable nozzle arrangement, the slab surface out of the crystallizer is forced cooled so that the shell is gradually uniformly thicker until the cooling zone enters the air-cooled section.
The supporting roll in the secondary cooling equipment plays an effective supporting role for the billet passing through the spray section of the secondary cooling and also undertakes the task of guiding the ingot rod into the crystallizer.
Customized Continuous Caster
We can design and manufacture the continuous caster according to the user’s steelmaking capacity, billet size, steel grade, and user site conditions. It can also be matched for manufacturers who already have continuous casting equipment.
Custom Range
Arc radius of casting machine: R2.5-10m
Billet species: square billet, round billet, slab, special-shaped billet
Continuous casting billet material: low carbon steel, low carbon alloy steel
Design production capacity: first-class 100,000 tons, second-class second-class 200,000 tons, third-class third-class 300,000 tons
Service
We can provide foundation layout and layout drawings
We will send engineers to your factory to install and debug machines and provide reliable after-sales service.
Competitive price and excellent quality
Our machines are easy to operate and maintain
Less investment
Stable performance
Products can be customized according to different needs
Production capacity can be adjusted according to customer requirements
Low energy consumption



